
Di manakah Memerlukan Garisan Pengosongan Bulatan Logam Zigzag Logam?
Bagi kebanyakan produk logam cabutan dalam, ia perlu membuat bulatan logam terlebih dahulu dan kemudian membuat produk dengan acuan cabutan dalam, seperti penutup motor, perumahan penapis, perumahan bateri dan lain-lain yang digunakan dalam alat ganti kereta logam, periuk dalam tukang masak elektrik, mangkuk dan lain-lain peralatan dapur logam, jadi ia adalah langkah pertama untuk menghasilkan bulatan logam.
Bagaimana Untuk Membuat Bulatan Logam?
Ia biasanya boleh dihasilkan dengan cetakan setem atau mesin pemotong laser. Untuk pengeluaran besar-besaran dan keperluan kecekapan pengeluaran berkelajuan tinggi dalam kuantiti yang banyak, ia sesuai dihasilkan oleh mesin penebuk dengan cetakan setem, untuk pelbagai produk dalam saiz yang berbeza dan bulatan logam berskala kecil, ia mempunyai kelebihan besar yang dihasilkan oleh garisan pemotongan laser yang diberi makan gegelung.
Kelebihan garisan pengosongan bulatan logam zigzag daripada garisan pengosongan bulatan logam tanpa zigzag.
a). PENGURANGAN SEKERAP
b). Pada mulanya, garisan jenis ini telah direka bentuk UNTUK MENGEKSPLOITASI KESELURUHAN LEBAR GEGELUNG, mengurangkan jarak minimum antara cakera ke cakera dan cakera ke tepi jalur, dengan akibatnya PENGURANGAN KUANTITI SEKERAP. Secara amnya, kami menggunakan 2mm sebagai jarak. Pengurangan ini direalisasikan mengelakkan penggunaan pelbagai mati fleksibel yang mahal dan rendah.
a.ELAKKAN SEBARANG FASA KERJA SELANJUTNYA
b. Oleh kerana ia boleh dikosongkan keseluruhan lebar jalur, dengan teknologi ini adalah mungkin UNTUK MENGURANGKAN FASA KERJA SELANJUTNYA, seperti pengurangan gegelung kepada gegelung dengan lebar yang lebih kecil (=slitting), yang biasanya digunakan dalam pengeluaran cakera dan mewakili kedua-dua kos selanjutnya dan kemungkinan merosakkan permukaan gegelung (terutamanya dengan aluminium)
c). FLEKSIBILITI
KURANG MASA MENUNGGU: apabila menukar saiz pengeluaran (diameter), hanya tukar die dan tukar tetapan HMI.
JULAT PENGELUARAN LUAS: garisan yang sama boleh mengosongkan bahan yang berbeza, tanpa sebarang perubahan atau pengubahsuaian. Tetapan susun atur cakera dalam jalur tiada had. Mana-mana laluan penebuk boleh ditetapkan oleh pengguna.
Bagaimana Untuk Memilih Garisan Pengosongan Bulatan Logam yang Sesuai?
Ia berdasarkan jenis bahan pengguna, lebar bahan, ketebalan, gegelung Max. berat, jenis mesin tebuk (jenis C atau mesin tebuk jenis H) dan keperluan untuk menghasilkan kecekapan dsb.
Pilihan garisan kosong bulatan logam No. 1. (dengan PIT, kecekapan menghasilkan kelajuan tinggi) Sesuai untuk kedua-dua bahan tebal nipis dan pertengahan.
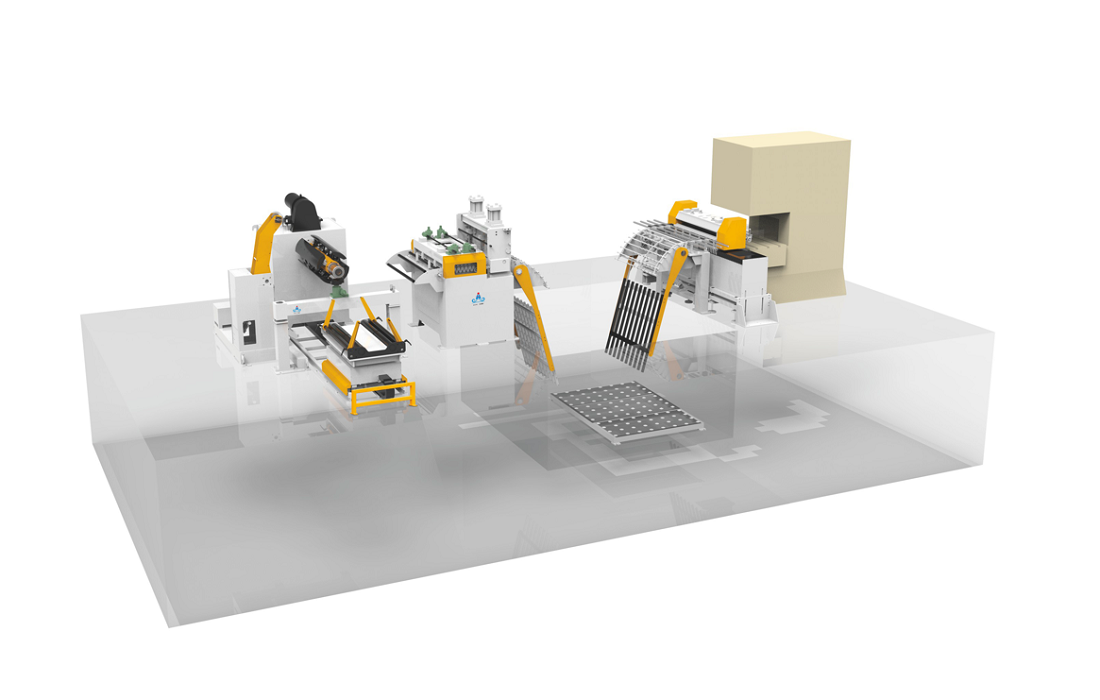
Terdiri daripada Garisan Pengosongan Bulatan Logam
Jalur pembayaran decoiler dan membuat permukaan jalur rata dan tegasan dalaman yang jelas dengan mesin pelurus gegelung, jika bahan sedikit tebal, ia boleh memadankan satu set ricih hidraulik sekerap di pintu keluar pelurus untuk memotong kepala jalur.Ia menetapkan PIT antara pelurus dan pengumpan servo zigzag, ia boleh menyimpan gelung yang mencukupi di dalam lubang untuk meningkatkan kelajuan suapan dan meningkatkan kecekapan pengeluaran. Saiz dan kedalaman lubang adalah berdasarkan lebar bahan, ketebalan, keperluan untuk menghasilkan kecekapan dsb. Selain itu, ia menetapkan jambatan sokongan di pintu keluar pelurus dan pintu masuk pengumpan servo zigzag, jadi ia boleh membimbing, menyokong dan memasukkan kepala jalur ke dalam pengumpan zigzag dengan mudah.
1. Decoiler tugas berat dengan pemuatan kereta-Decoiler dipasang di atas tanah
2. Pelurus gegelung ketepatan (Bahagian pilihan ricih sekerap hidraulik)-Pelurus dipasang di atas tanah
3. Pengumpan servo zigzag
4. Jambatan sokongan di pintu keluar pelurus dan pintu masuk pengumpan zigzag + meja sokongan gelung dengan sensor di tanah lubang
5. Mesin tebuk jenis bingkai C atau mesin tebuk jenis bingkai H
6. Mati pengosongan bulatan logam
7. Ricih sekerap / pemotong atau recoiler jalur sekerap
8. Tali pinggang penghantar produk dan tali pinggang penghantar sekeping sekerap (berdasarkan keperluan sebenar)
9. Pengumpul automatik bulatan logam (Bahagian pilihan)
Untuk pengumpan servo zigzag, jika bahan lebih tebal daripada 1.5mm dan bahan CR, HR, SS, GI dll. Ia perlu dilengkapi dengan penggelek pemakanan 4pcs supaya ia mempunyai daya cubit yang mencukupi kerana terdapat banyak daya tarikan walaupun untuk penyimpanan gelung keluli di dalam lubang. Jika mesin tebuk memilih jenis bingkai C, ia perlu mempertimbangkan untuk memberi makan jalur dari arah depan akhbar atau arah sisi. Jika jalur suapan dari sebelah kiri atau sebelah kanan akhbar, ia mestilah mesin tebuk jenis tekak dalam, kedalaman tekak adalah berdasarkan lebar bahan dan saiz bulatan dan lain-lain. jalur logam boleh dipotong dengan pemotong sekerap yang dipasang pada hujung mati setem atau ricih sekerap bebas, jalur sekerap logam juga boleh digulung menjadi gegelung sekerap oleh satu set mesin recoiler.
Jika jalur suapan dari bahagian depan akhbar jenis C. Ia tidak perlu meningkatkan kedalaman tekak dengan banyak dan boleh menjimatkan kos pembuatan mesin tebuk, sekerap hendaklah dipotong oleh pemotong yang dipasang pada penghujung cetakan setem. Ia tidak boleh menggunakan ricih sekerap bebas atau menggulung ke dalam gegelung sekerap untuk jenis pemakanan hadapan. Jika mesin tebuk menggunakan jenis bingkai H, ia akan memberi makan jalur dari arah hadapan, sekerap boleh dipotong menjadi kepingan sekerap atau digulung menjadi gegelung sekerap. Bulatan logam boleh disampaikan keluar dari bahagian bawah mati pengosongan bulatan logam dan jatuh ke tali pinggang penghantar produk, maka ia boleh dikumpulkan oleh peranti pengumpul automatik bulatan logam atau kotak produk.
Pilihan garisan pengosongan bulatan logam No. 2. (TANPA PIT, kecekapan menghasilkan kelajuan tinggi) Sesuai untuk kedua-dua bahan nipis, biasanya ketebalan kurang daripada 2.0mm.
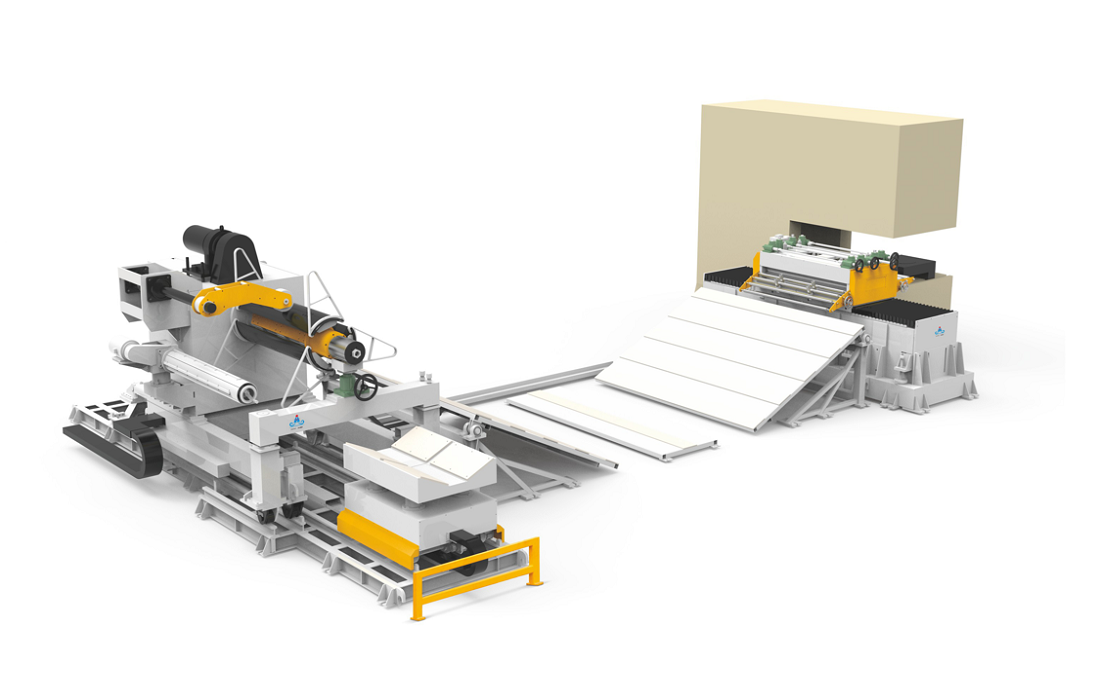
Terdiri daripada Garisan Pengosongan Bulatan Logam
a.ZIGZAG Decoiler tugas berat dengan memuatkan kereta-Decoiler adalah jenis zigzag
b. Zigzag straightener servo feeder-straightener dan servo feeder digabungkan dalam satu mesin dan jenis zigzag
C. Meja sokongan gelung dengan sensor antara decoiler dan pengumpan pelurus zigzag
Mesin tebuk jenis bingkai DC atau mesin tebuk jenis bingkai H
e. Mati pengosongan bulatan logam
f. Ricih sekerap / pemotong atau recoiler jalur sekerap
g. Tali pinggang penghantar produk dan tali pinggang penghantar kepingan sekerap (berdasarkan keperluan sebenar)
h. Pengumpul automatik bulatan logam (Bahagian pilihan)
Ia digabungkan dalam satu mesin pelurus ketepatan dan pengumpan servo zigzag, menjimatkan kos pada bahagian pelurus dan decoiler adalah jenis ZIGZAG, berayun serentak dengan pengumpan pelurus ZIGZAG, lebih-lebih lagi,ia tidak perlu menetapkan PIT antara decoiler dan pengumpan pelurus zigzag,Jadi ia menjimatkan kos pit dan menduduki lebih sedikit ruang, ia juga boleh memastikan kecekapan pengeluaran yang tinggi. Tetapi ia terutamanya untuk bahan nipis dengan ketebalan kurang daripada 2.0mm, ia tidak begitu sesuai untuk bahan tebal.
Mesin tebuk boleh jenis C atau jenis H, ia boleh merujuk kepada penerangan dalam item Pilihan garisan pengosongan bulatan logam No. 1.Pilihan garisan pengosongan bulatan logam No. 3. (TANPA LUBANG, kelajuan normal menghasilkan kecekapan) Sesuai untuk bahan nipis.
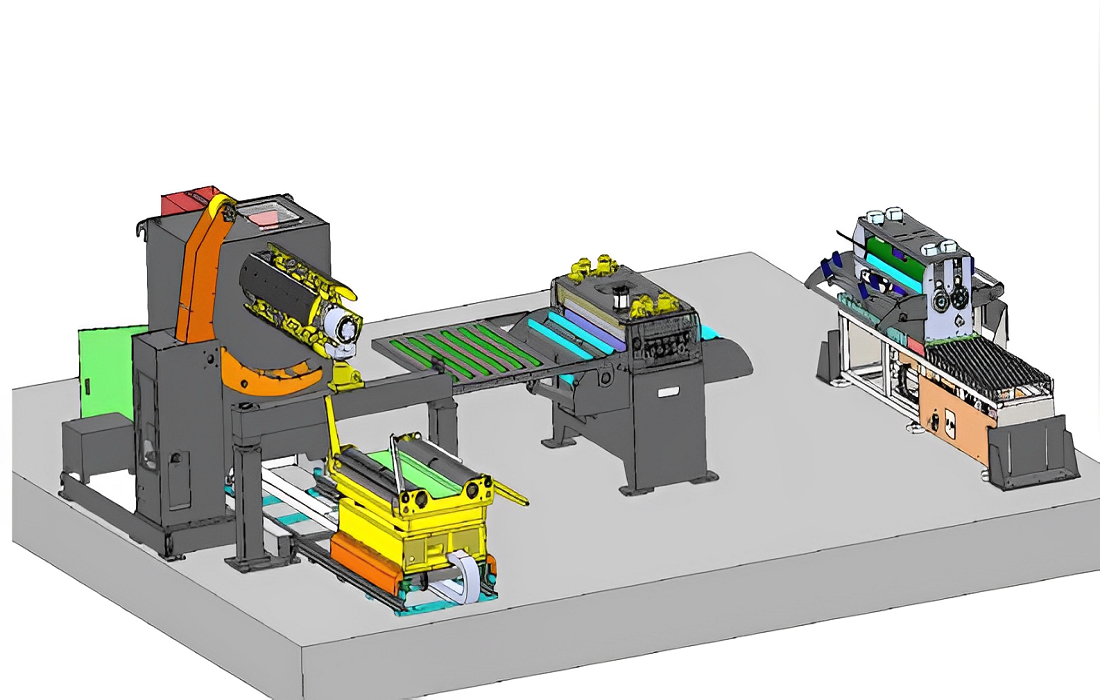
Terdiri daripada Garisan Pengosongan Bulatan Logam
a. Decoiler tugas berat dengan pemuatan kereta-Decoiler dipasang di atas tanah
b. Pelurus gegelung ketepatan-Pelurus dipasang di atas tanah
c.Zigzag servo feeder
D. Meja sokongan gelung dengan sensor antara decoiler dan pengumpan pelurus zigzag
Mesin tebuk jenis bingkai EC atau mesin tebuk jenis bingkai H
f. Mati pengosongan bulatan logam
g. Ricih sekerap / pemotong atau recoiler jalur sekerap
h. Tali pinggang penghantar produk dan tali pinggang penghantar kepingan sekerap (berdasarkan keperluan sebenar)
i. Pengumpul automatik bulatan logam (Bahagian pilihan)
Jalur pembayaran decoiler dan membuat permukaan jalur rata dan tegasan dalaman yang jelas dengan mesin pelurus gegelung, kemudian jalur ditarik walaupun secara manual dan datang ke pengumpan servo zigzag. Mesin tebuk boleh jenis C atau jenis H, ia boleh merujuk kepada penerangan dalam item Pilihan garisan pengosongan bulatan logam No. 1.
Kongsi Catatan Ini: